YERİNDE DENGELEME (BALANS)
Genel Bilgiler:
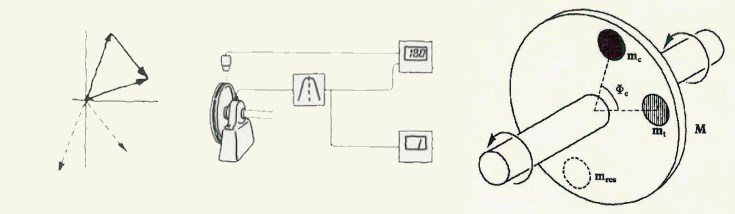
Dönel makinalarda şaftların / rotorların kütle merkezlerinin dönme merkezleri ile çakışmaması durumuna dengesizlik (balanssızlık) denir. Bu nedenle oluşan dengelenmemiş kuvvetler şiddetli titreşim meydana getirerek taşıyıcı gövdeyi ve temellerini zorlarlar. Dengesizlik kendini devir hızında ortaya çıkarır ve radyal doğrultuda titreşime yol açar. Dengeleme (balans) işlemi, makina üzerindeki dengelenmemiş kütlenin, karşı bir kütle ile dengelenmeye çalışılmasıdır. Uluslararası standart olan ISO 1940’ta dengelemenin esasları detaylandırılmıştır.
Dengeleme, sabit olarak tezgahlarda yapılabileceği gibi, portatif cihazlar ile yerinde de yapılabilmektedir.
Yerinde dengeleme yapabilen cihazların üzerinde bir dengeleme programı bulunmaktadır. Bu programlar, kullanıcının her bir adımda ne yapması gerektiğini teker teker tarif ederek sonuçta dengeleme kütlesinin nereye yerleştirileceğini söylerler. Böylece kullanıcının ayrıca hesap yapmasına gerek kalmamaktadır.
Yerinde Dengelemenin Avantajları:
- Makina şaftı yerinde dengelendiği için; makinanın demontajı, şaftın balans tezgahı olan başka bir yere nakli gibi durumlar ortadan kalkmış olur.
- İşlem şaftın kendi yatakları üzerinde gerçekleştirildiği için, daha hassas ve sağlıklı dengeleme yapılabilmektedir.
- Balans tezgahına bağlanamayacak büyüklükteki şaft ve rotorlar dahi rahatlıkla yerinde dengelenebilmektedir.
- Çok kısa süre içerisinde hassas bir dengeleme işlemi rahatlıkla yapılabilmektedir.
- Yerinde dengeleme için gerekli olan cihazın yatırım maliyeti diğer yöntemlere nazaran oldukça düşüktür.
Dengeleme yapabilmek için titreşim genliği ve fazının ölçümüne ihtiyaç vardır. Bu iş için el tipi bir titreşim ölçüm cihazı, titreşim sensörü ve devir ölçmek için bir adet takometre yeterlidir.
Titreşim sensörleri (piezoelektrik ivmeölçer) yatak üstüne radyal yönde mıknatısla tutturulurlar. Fotoelektrik (veya lazerli) takometre ise, şaft üzerinde dönen bir noktaya yapıştırılmış olan bir yansıtıcı bandı uzaktan görecek şekilde tutturulur. Bandın her geçişinde yansıyan ışığı algılayan takometre bu sayede devir hızını ölçecek ve tetikleme alacaktır. Dolayısıyla titreşim sinyali ve devir tetiklemesine ait sinyal arasındaki faz farkı belirlenebilecektir.
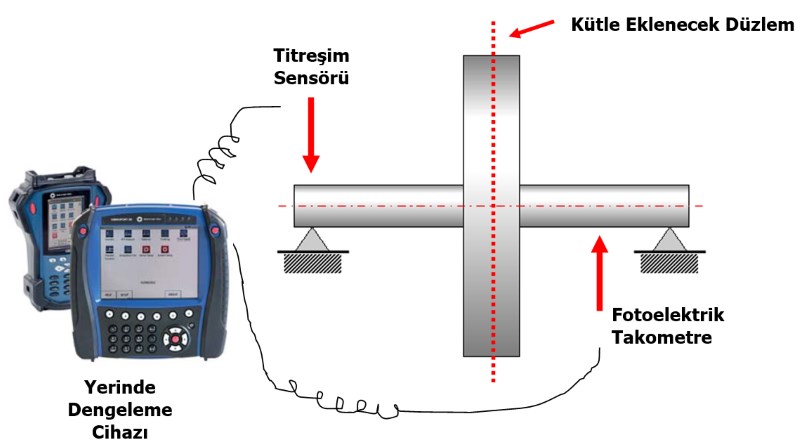
Tek Düzlemde Dengeleme:
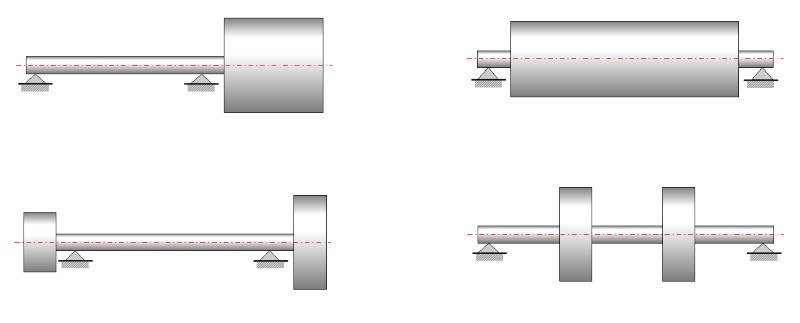
Dengelenmesi düşünülen şaftın kütlesi tek bir düzlem üzerinde yoğunlaşmış ise bu şaft tek düzlemde dengelenebilmektedir. Aşağıdaki şekilde yer alan şaftlar tek düzlemde dengelenmeye elverişlidir.

Tek düzlemde dengeleme, tek bir yataktan titreşim ölçüp, şaftın tek bir düzlemine kütle eklemesi yapılmasıyla gerçekleşir. Örneğin, bir fan dengelenecekse, bu fanın yataklarından birine titreşim sensörü yerleştirilir, fotoelektrik takometre yardımıyla devir hızı ve faz ölçülür, kütle eklemesi ise dairesel fan gövdesinin üzerine yapılır.
Tek Düzlemde Dengelemede
İzlenecek Adımlar:
1. İlk Çalıştırma: Başlangıç durumunda dengesizlik kütlesinin şaftta oluşturduğu titreşim seviyesinin genliği ve fazı ölçülür.
2. Deneme: Makina durdurulur. Kütle ekleme düzleminin belirli bir açısına bir deneme kütlesi eklenmesi sonrasında makina çalıştırılarak tekrar ölçüm alınır. Bu ölçüm sonrasında cihaz dengeleme kütlesinin miktarını ve açısını hesaplar.
3. Kontrol: Makina tekrar durdurulur. Cihaz tarafından hesaplanmış olan dengeleme kütlesi gerekli yere konduktan sonra makina tekrar çalıştırılır ve işlemin kontrolu yapılır. Titreşim seviyesinde yeterli miktarda düşüş sağlanmışsa işleme son verilir.
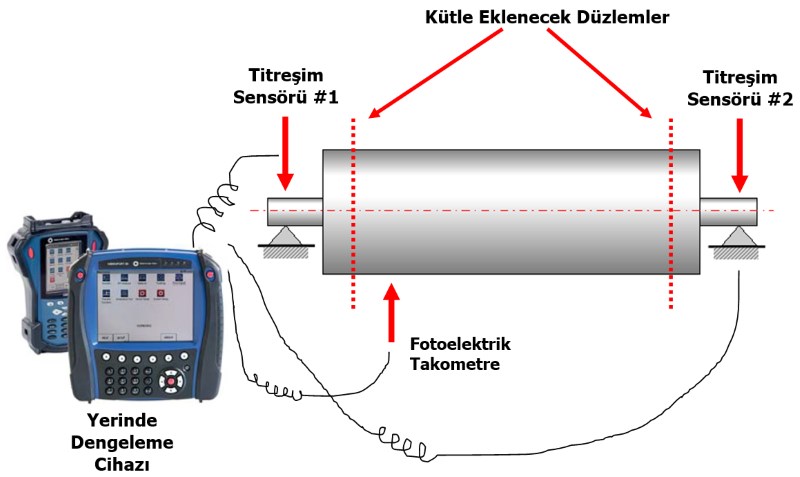
Çift Düzlemde Dengeleme:
Şaftın kütlesi belli bir uzunluk boyunca yayılı ise çift düzlemde dengelemeye ihtiyaç vardır. Çift düzlemde dengeleme gerektiren şaftlar aşağıdaki şekilde görülmektedir:
Çift Düzlemde Dengelemede
İzlenecek Adımlar:
1. İlk Çalıştırma: Başlangıç durumunda her iki yatakta dengesizlik kütlelerinin şaftta oluşturduğu titreşim seviyelerinin genlik ve fazları ölçülür.
2. Deneme 1: Makina durdurulur. Birinci kütle ekleme düzleminin belirli bir açısına bir deneme kütlesi eklenmesi sonrasında makina çalıştırılarak tekrar ölçüm alınır.
3. Deneme 2: Makina tekrar durdurulur. İkinci kütle ekleme düzleminin belirli bir açısına bir deneme kütlesi eklenmesi ile makina çalıştırılarak tekrar ölçüm alınır. Bu adım sonrasında cihaz her iki düzleme eklenmesi gerekli olan dengeleme kütlelerinin miktarını ve fazını hesaplar.
4. Kontrol: Makina durdurulur. Cihaz tarafından hesaplanmış olan dengeleme kütleleri gerekli yerlere konduktan sonra makina tekrar çalıştırılır ve işlemin kontrolu yapılır. Titreşim seviyelerinde yeterli miktarda düşüş sağlanmışsa işleme son verilir.
VibroPort 80 ve VibroTest 80 el tipi titreşim ölçüm ve balans cihazları ile Tek ve Çift düzlemde yerinde dengeleme işlemleri çok kolay, hızlı ve hassas bir şekilde yapılabilir.
VIBROPORT 80 / VIBROTEST 80 BALANCER PAKETİ İÇERİĞİ:
- Modül 1.1: Genel Titreşim Düzeyi ve Devir Hızı Ölçümü Modülü
- Modül 7: Yerinde Dengeleme Modülü (Tek ve Çift Düzlemde)
- AS-063: 2 adet Titreşim İvme Sensörü (Çift düzlemde dengeleme için)
- AC-1384: Titreşim İvme Sensörü Kablosu (2 adet)
- P-98: Lazerli Takometre (devir hızı sensörü)
- AC-1388: Lazerli Takometre Kablosu
- AC-273: Sensör Bağlantı Mıknatısı
- AC-572: Lazerli Takometre İçin Manyetik Ayak
- AC-7001: Şarj Cihazı
- AC-7101: Taşıma Çantası
